
ابزار هفتگانه عالی کنترل کیفیت
ابزار هفتگانه عالی کیفیت
ابزار هفتگانه عالی کیفیت(Seven Basic Quality Tools)، ابزاری هستند که به ما کمک می کنند تا :
* انحرافات با دلیل را شناسایی کنیم.
* از مناسب بودن طراحی اطمینان حاصل کنیم.
* انحرافات و اشکالات مهمتر را شناسایی و بر روی بهبود فرآیند از طریق بهبود مشکلات مهمتر تمرکز نماییم.
* مکان های تمرکز نقص در محصول را پیدا کرده و برای رفع آنها تلاش کنیم.
* وابستگی میان علل بروز خطا در فرآیند را تشخیص داده و عامل اصلی انحراف را از بین ببریم.
و ...
اغلب برای مشاهده ی وضعیت فرآیند و شناسایی انحرافات با دلیل و جزئی از نمودار کنترل استفاده می کنیم، اما بیشترین کارآیی آن زمانی حاصل می شود که آن را در یک برنامه کنترل کیفیت آماری به کار گیریم. در این برنامه نیاز داریم تا از تمام ابزار های ممکن استفاده نماییم. مهمترین این ابزارها، ابزار هفت گانه جدید هستند که عبارتند از:
1. برگه کنترل
2. هیستوگرام
3. نمودار پارتو
4. نمودار علت و معلول
5. نمودار تمرکز نقصها
6. نمودار پراکندگی
7. نمودار کنترل
برگه کنترل
در مراحل اولیه کنترل کیفیت آماری غالبا جمع آوری اطلاعات عملیاتی درباره فرآیند مورد مطالعه ضروری خواهد بود. در این گونه موارد برگه کنترل یکی از ابزار های مفیدی است که می توان استفاده نمود. نکته حائز اهمیت در زمان طراحی برگه کنترل نوع داده هایی است که باید جمع آوری گردد. شماره قطعه یا عملیات، تاریخ، تحلیل گر، و هرگونه اطلاعات دیگر به گونه ای در تعیین علل عملکرد نامطلوب نقش داشته باشد باید در نظر گرفته شود. اگر برگه کنترل اساس و پایه ی محاسبات بعدی محسوب می شود و یا اگر از آن برای وارد کردن داده ها به رایانه استفاده می کنیم، باید قبل از جمع آوری داده ای از مناسب بودن ساختار برگه کنترل اطمینان حاصل نماییم. برگه کنترل بسته به شرایط کار و اطلاعات ورودی می تواند ظاهر متفاوتی داشته باشد. در شکل زیر نمونه ای از برگه کنترل با قابلیت وارد کردن اطلاعات و رسم نمودار های هیستوگرام، پارتو و... با فرمت Excel آورده شده است.
نمودار هیستوگرام
هیچ گاه دو محصول تولید شده در یک فرآیند به علت وجود تغییرات اجتناب ناپذیر یکسان نمی باشند. به عنوان مثال محتوی یک شیشه نوشابه نسبت به شیشه دیگر معمولا متفاوت است و یا ولتاژ خروجی یک منبع تغذیه از یک دستگاه به یک دستگاه دیگر متفاوت است. نمودار هیستوگرام، تصویری از داده ها فراهم می کند که توسط آن می توان سه ویژگی زیر را ساده تر مشاهده کرد:
1. شکل توزیع (توزیعی که داده های ما و یا همان فرآیند از آن پیروی می کند)
2. مکان یا تمایل مرکزی توزیع
3. پراکندگی یا گسترش توزیع
در زمان رسم نمودار هیستوگرام توجه به چند نکته لازم است. وقتی داده ها به صورت عددی هستند گروه بندی آنها در دسته هایی کوچکتر مفید خواهد بود. این دسته بندی قانون مدوّنی ندارد اما به طور کلی باید شرایط زیر را داشته باشد:
1. بین 4 تا 20 دسته استفاده گردد. در اغلب موارد که تعداد دسته ها تقریبا برابر جذر اندازه نمونه در نظر گرفته می شود محاسبات معمولا راحت تر انجام می پذیرد.
2. اندازه یا عرض هر دسته یکنواخت باشد.
3. حد پایین اولین دسته اندکی کوچکتر از کوچکترین عدد در نظر گرفته شود.
گروه بندی داده ها به دسته های مختلف باعث خلاصه شدن داده ها می گردد بنابراین هنگامی که مقادیر و داده های ما نسبتا کم است یا زمانی که مشاهدات فقط مقادیر معدودی را اختیار می کنند می توان هیستوگرام را بر اساس توزیع فراوانی داده های گروه بندی نشده تهیه نمود.
برای مثال نمودار هیستوگرام زیر که از نرم افزار Minitab گرفته شده است، نشان دهنده قد افراد در مقیاس متر می باشد و همانطور که مشاهده می کنید در کنار نمودار مشخصاتی همچون میانگین قد افراد و انحراف استاندارد از میانگین آورده شده است و تعداد داده ها نیز 160 عدد می باشد. در این نمودار داده ها در دسته هایی با عرض 5 سانتیمتر و تعداد 15 دسته گروه بندی شده اند که شرایط گفته شده در رابطه با شرایط دسته ها رعایت شده است.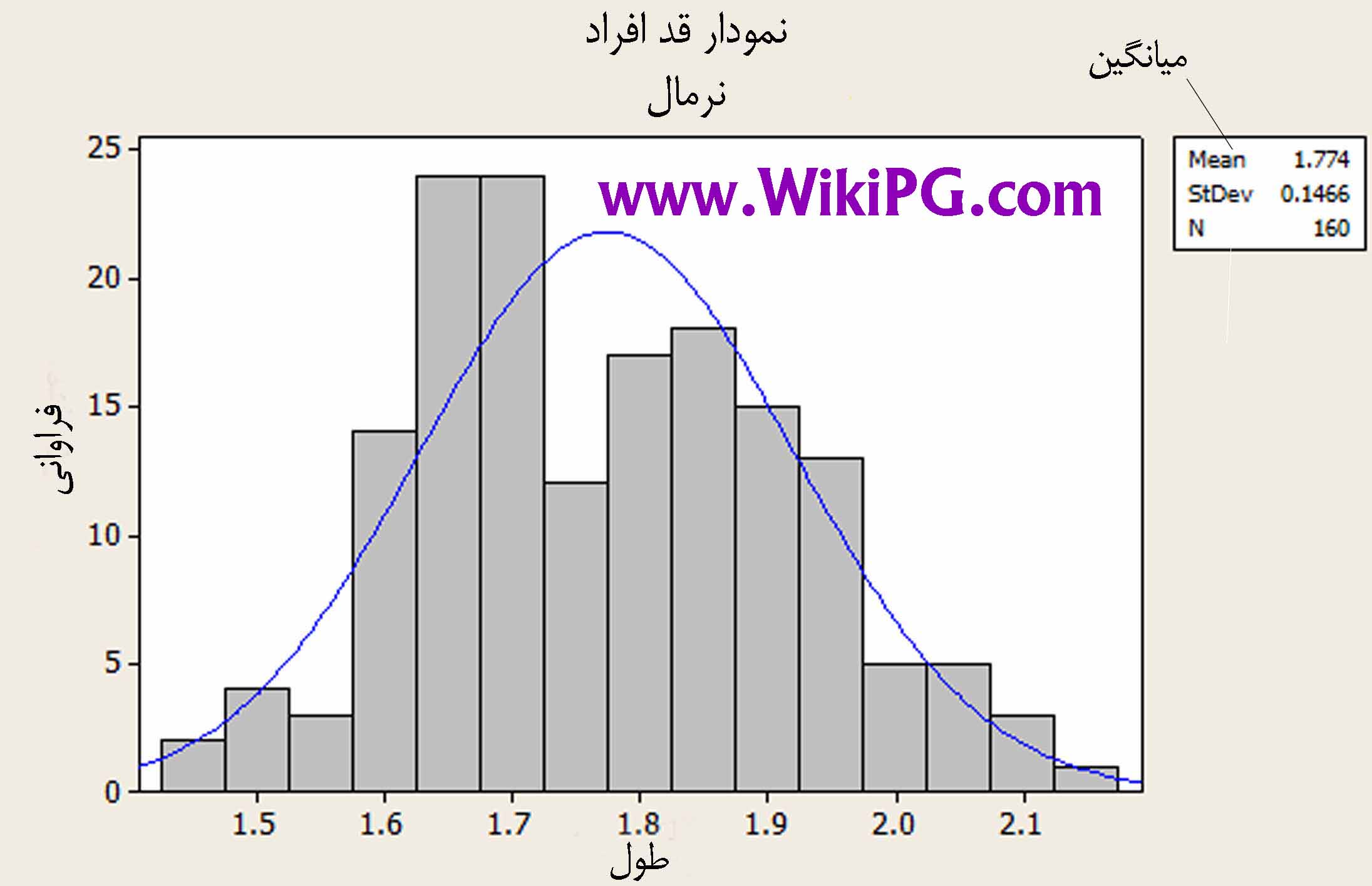
این نمودار نشان می دهد که قد افراد در این جامعه توزیعی نرمال با میانگین 1.77 متر و انحراف استاندارد 0.14 می باشد وهمچنین از روی این نمودار می توان مد جامعه را نیز پیدا کرد.
نرم افزار های بسیاری برای رسم نمودار هیستوگرام کاربرد دارد که از جمله آن می توان به نرم افزار Excel اشاره کرد. مطابق شکل زیر صفحه ای آماده و خام برای وارد کردن اطلاعات و بدست آوردن نمودار هیستوگرام آورده شده است.
نمودار پارتو
نمودار پارتو (Pareto Diagram) نموداری شبیه به نمودار هیستوگرام است که در آن نقص هایی که فراوانی بیشتری دارند را نشان داده و توجه ما را به سمت آنها جلب می سازد. باید توجه داشت که نمودار پارتو نقایص مهمتر را نشان نمی دهد و تنها نقایصی که بیشتر مشاهده شده اند را نشان می دهد. برای رفع این مشکل می توان از دو روش استفاده کرد:
1. استفاده از یک روش وزن دهی برای اصلاح فراوانی داده ها
در این روش نقصی که ضرر بیشتری برایمان دارد وزن بیشتری اختیار می نماید. اینگونه می توان علل نقص مهمتر را شناسایی و آنها را رفع نمود. این روش سعی می کند که نمودار ما را هر چه بیشتر به سمت قانون پارتو که می گوید; ((با رفع 20 درصد از مشکلات 80 درصد بهبود خواهیم داشت)) نزدیک نماید.
2. استفاده از نمودار پارتو هزینه (Cost Pareto Chart) در کنار تجزیه و تحلیل نمودار پارتو
استفاده از نمودار هزینه نیز مانند روش اول سعی می کند نقصهایی که هزینه بیشتری به ما تحمیل می کند را مشخص سازد. و نقصهایی که هزینه بیشتری دارند را برای ما نمایان می کند.
شکلهای زیر نمونه هایی از نمودار پارتو می باشد که به طور مرسوم استفاده می شود.
نمودار علت و معلول
نمودار علت و معلول(Couse and Effect Diagram) یکی از نمودارهای مفید در کنترل کیفیت می باشد. زمانی یک عیب اشکال یا اشتباه مشاهده می شود باید علل بالقوه آن نیز مشخص گردد. در مواقعی علل بروز مشکل واضح نیست نمودار علت و معلول می تواند ابزار مفیدی برای شناسایی علل بالقوه باشد. این نمودار به نامهای دیگری همچون نمودار استخوان ماهی(چون در این نمودار مشکل روی سر استخوان ماهی نوشته می شود و کلیه علل بالقوه ایجاد مشکل رو ی بدنه ماهی قرار می گیرند) و همچنین ایشی کاوا نیز معروف است زیرا اولین بار توسط ایشی کاوا مطرح شد. نکته مهم در طراحی نمودار علت و معلول این است که معمولا در این نمودار دلایل بالقوه ایجاد مشکل بر اساس (5M (Machine , Material , Man , Methods , Measurement و شرایط محیطی طبقه بندی می شوند و در میان علل نیز، دلایل مهمتر به سر ماهی نزدیکتر و دلایل کم اهمیت تر به دم ماهی نزدیکتر رسم می شوند. همچنین در هر شاخه نیز دلایل مهمتر نزدیکتر و دلایل کم اهمیت تر به دم ماهی نزدیک تر رسم می شوند.
مراحل مورد نیاز برای تهیه یک نمودار علت و معلول عبارتند از:
1. مشکل و یا معلولی که باید تجزیه و تحلیل گردد را تعریف کنید.
2. تیمی جهت انجام تجزیه و تحلیلهای مورد نیاز تشکیل دهید. در اغلب موارد تیم بهبود کیفیت علل بالقوه ایجاد مشکل را از طریق طوفان مغزی تعیین می کند.
3. خط مرکز و جعبه های مربوط به معلولها را رسم کنید.
4. گره های علل بالقوه اصلی را تعیین و آنها را از طریق جعبه هایی به خط مرکز متصل کنید.
5. علل ممکن را شناسایی و آنها را در گروه های تعین شده در مرحله 4 قرار دهید. در صورت نیاز گروه های دیگری تعیین کنید.
6. ترتیب علل را رتبه بندی کنید تا آنهایی که اثر زیادی بر روی مشکل دارند شناسایی شوند.
7. اقدام اصلاحی انجام گیرد.
نمودار تمرکز نقصها
این نمودار تصویری از محصول است که کلیه نمادهای مورد نظر را نشان می دهد. با رسم چنین نموداری می توان محل یا محلهای ایجاد عیب را بر روی محصول مشخص و با تجزیه و تحلیل آنها اطلاعات مفیدی در مورد علل بالقوه ایجاد آنها کسب کرد. در این روش نقشه فنی از زاویه ی مناسبی تهیه و در اختیار کنترل گر قرار می گیرد و از خواسته می شود تا محل هایی که بعد از تولید دارای نقص هستند را مشخص سازد. به کمک این نمودار پراکندگی نقصها مشخص شده و پس از آن باید علت نقصهای ایجاد شده را پیدا کرده و آنها را رفع کنیم.
نمودار پراکندگی
نمودار پراکندگی(Scatter Diagram) یکی از نمودارهای مفید است که به منظور پی بردن به رابطه بالقوه بین دو متغیر استفاده می شود. برای رسم این نمودار داده ها به صورت زوجی تهیه می شود. طریقه رسم نقاط بر روی نمودار نشان دهنده ی نوع رابطه ی میان متغیر ها می باشد. شکل زیر نمونه ای از نمودار پراکندگی می باشد.
با نگاه کلی به شکل نمودار پراکندگی می توان به وجود رابطه و یا عدم وجود آن بین دو متغیر پی برد . در صورتیکه با افزایش یک متغیر دیگری نیز افزایش یابد همبستگی مثبت بین دو متغیر برقرار است و در صورتیکه با افزایش یکی، دیگری کاهش یابد، همبستگی بین دو متغیر منفی خواهد بود. لازم به توضیح است که همبستگی اشاره شده از نوع خطی است و چنانچه رابطه غیر خطی بین دو متغیر برقرار باشد همبستگی خطی انها صفر خواهد بود. همچنین چنانچه رابطه بین دو متغیر کاملا خطی باشد بسته به شیب نمودار که مثبت است است یا منفی، ضریب همبستگی 1 و یا 1- خواهد بود.
با مشاهده شکل نمودار پراکندگی نمی توان به طور قطعی در مورد وجود و یا عدم وجود رابطه میان دو متغیر اظهار نظر کرد. به عبارت دیگر اگر نمودار پراکندگی ارتباطی را میان دو متغیر نشان دهد ، آن دو متغیر ممکن است با یکدیگر واقعا همبستگی داشته باشند و همچنین ممکن است که هیچ نوع رابطه ای میان بین آنها نباشد. و هر دو تحت تاثیر عامل سومی افزایش یا کاهش یافته باشند. بنابر این توجه به این نکته لازم است که همبستگی حتما علیت را به همراه ندارد.
نمودار کنترل
یکی از روش های کنترل فرایند در حین تولید جهت جلوگیری از تولید تعداد زیادی محصول معیوب نمودارهای کنترل هستند. همچنین از نمودار های کنترل برای تخمین پارمترهای یک فرایند نیز می توان استفاده نمود. نمودار متشکل از خط مرکز، حد کنترل بالا و حد کنترل پایین می باشد که در هر مرحله نمونه گیری آماره ای بر اساس نتایج بدست آمده محاسبه شده و روی نمودار رسم می شود. اگر این نقطه بین دو حدود کنترل بالا و پایین باشد فرایند تحت کنترل است و در غیر اینصورت فرایند خارج از کنترل است. همچنین ممکن است تمامی نقاط بین حدود کنترل باشند اما به جهت وجود روند غیر تصادفی میان نقاط، فرایند خارج از کنترل تشخیص داده شود. به همین جهت در این روش قوانینی به صورت توافقی تعیین شده تا نمودارهای کنترل شبیه به یکدیگر بوده و پارمترهای تخمینی از این روش یکسان باشند.
نمونه ای از نمودار کنترل را در نرم افزار Excelمی توانید از ![]() اینجا دانلود نمایید.
اینجا دانلود نمایید.
